
 |
|
|
●ソール補修 |
|
| スキー同時購入→¥14,800 | |
| スキーお持ち込み¥18,800 |
 |
|
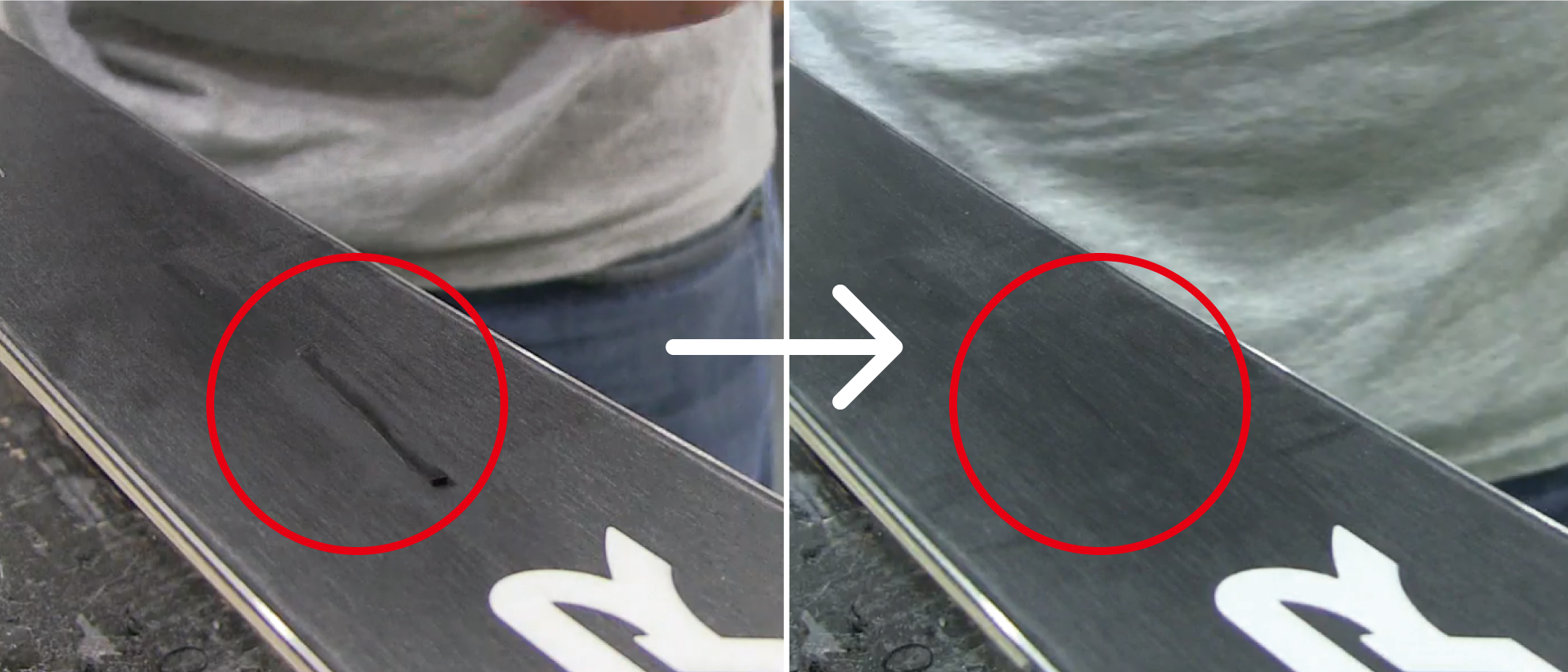
| 滑走面に深い傷がある場合に滑走面と同じ素材を使用して傷を埋めます。 ※細かい小さな傷はの場合はサンディングで消える為リペアは行いません。 |
|
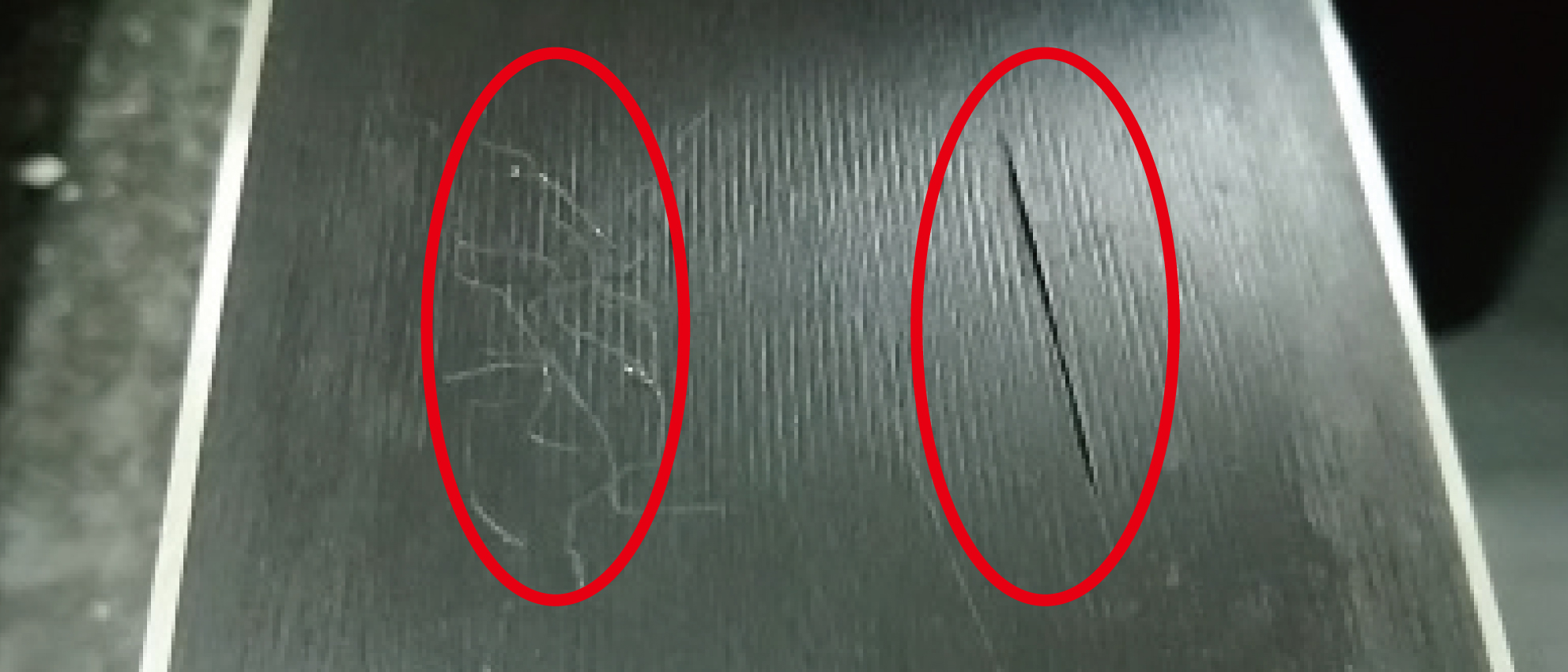 左側の浅いキズの場合はサンディングでほぼ消えます。 右側の深いキズの場合は穴うめが必要です。 ※あくまで目安です。異なる場合もございます。 |
|
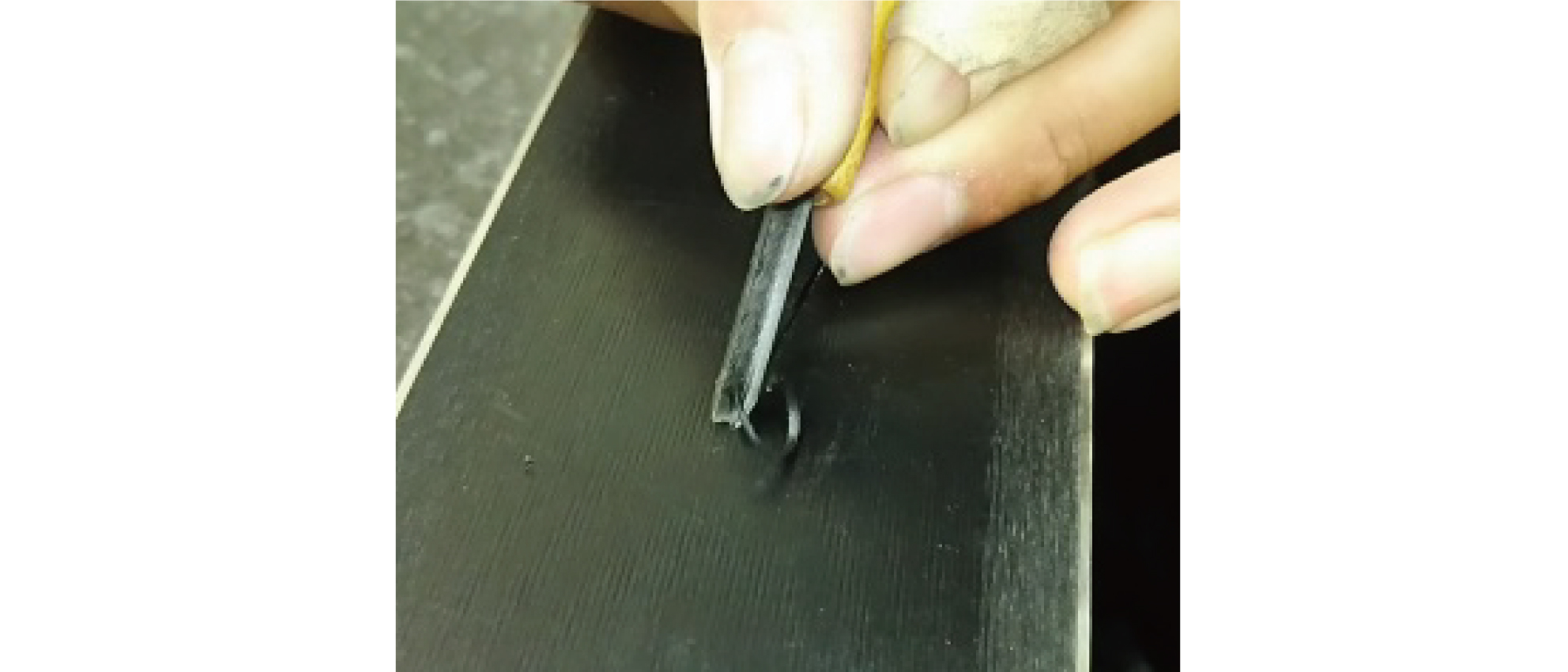 傷の状態によって 穴うめ用のリペア材が しっかりくっつくように大きく掘る場合があります。 |
|
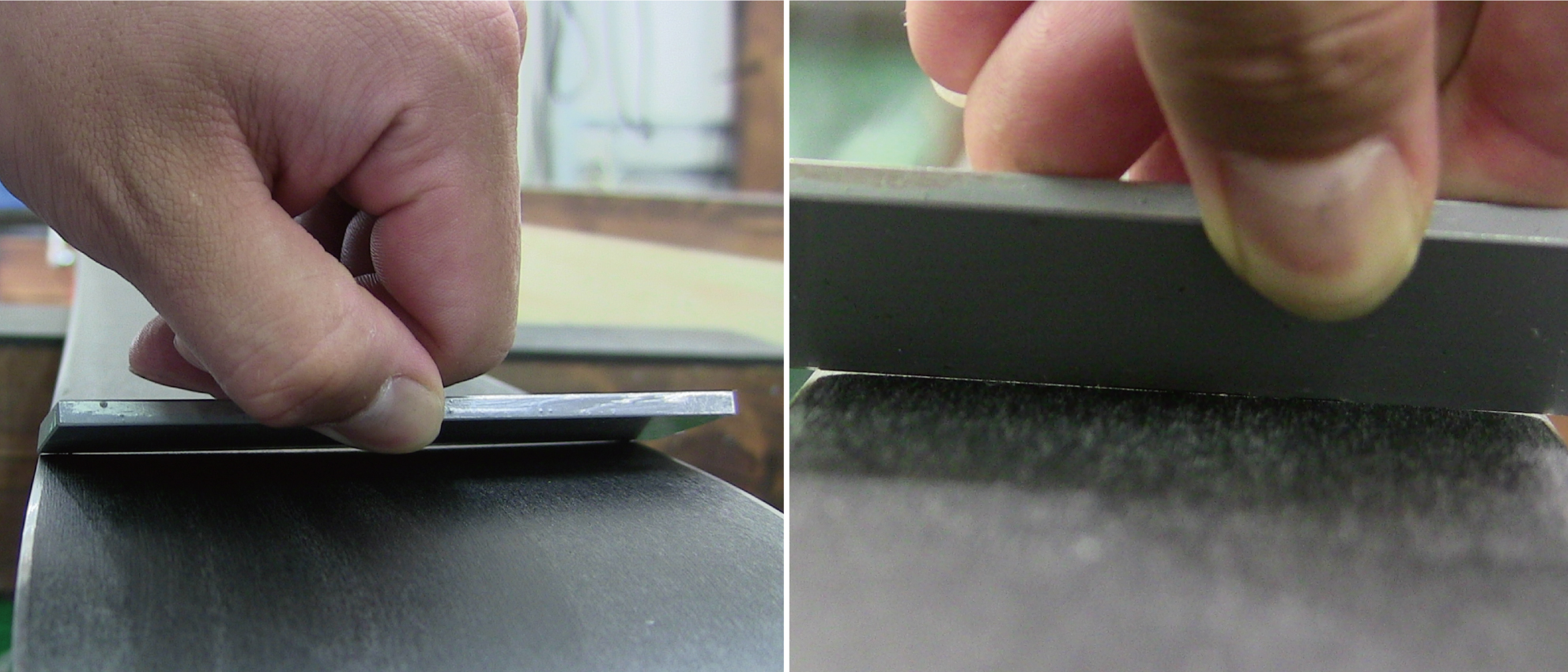
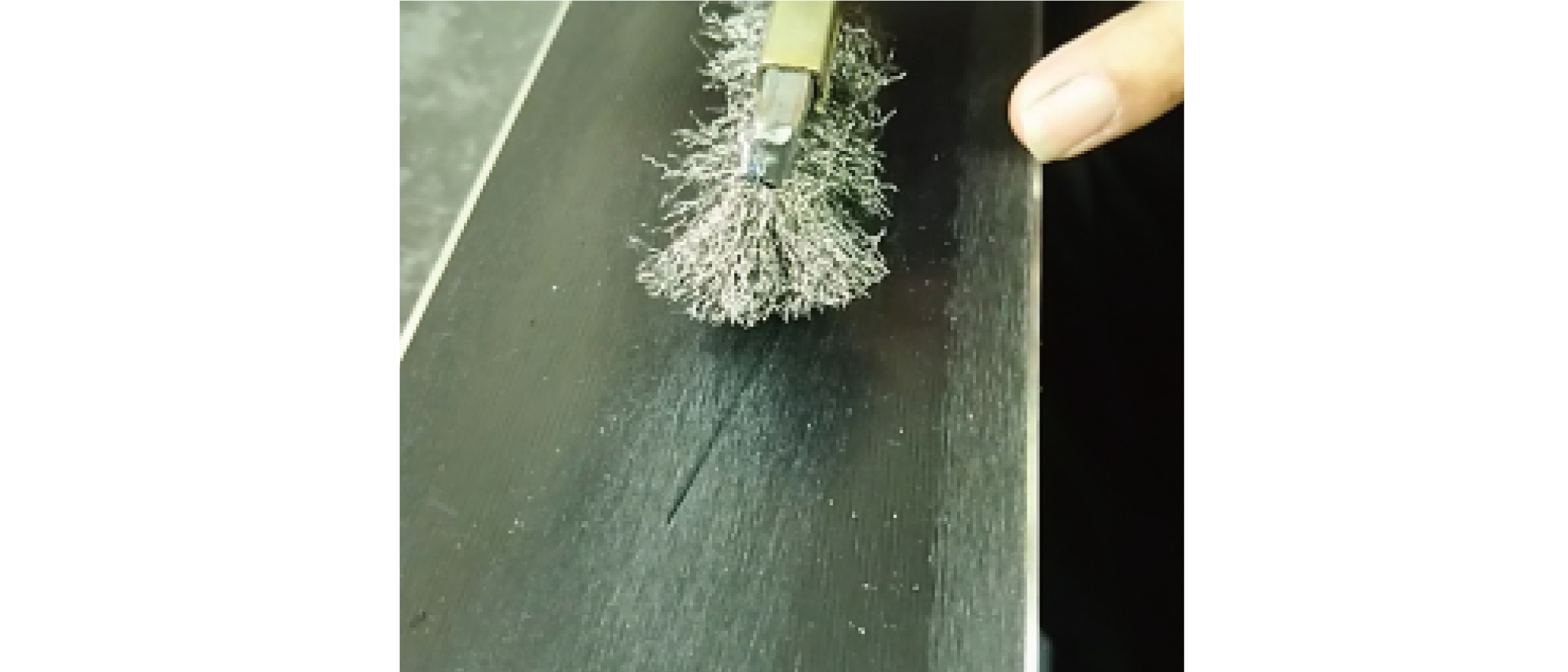 鉄のブラシ(真鍮)で汚れや付着物をしっかり取ります。 |
|
 業務用ドライヤーで 補修用滑走面素材を溶かしながら傷の部分に張って(埋めて)いきます。 |
|
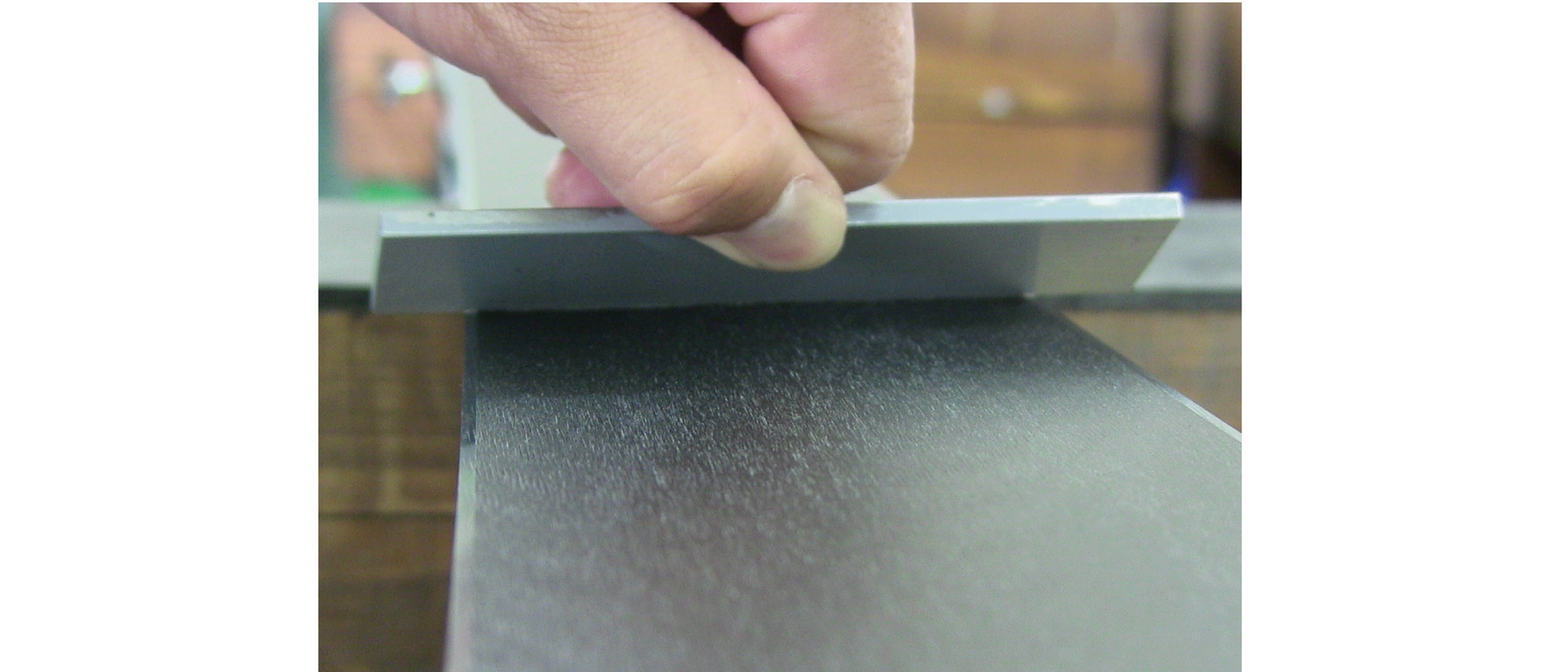
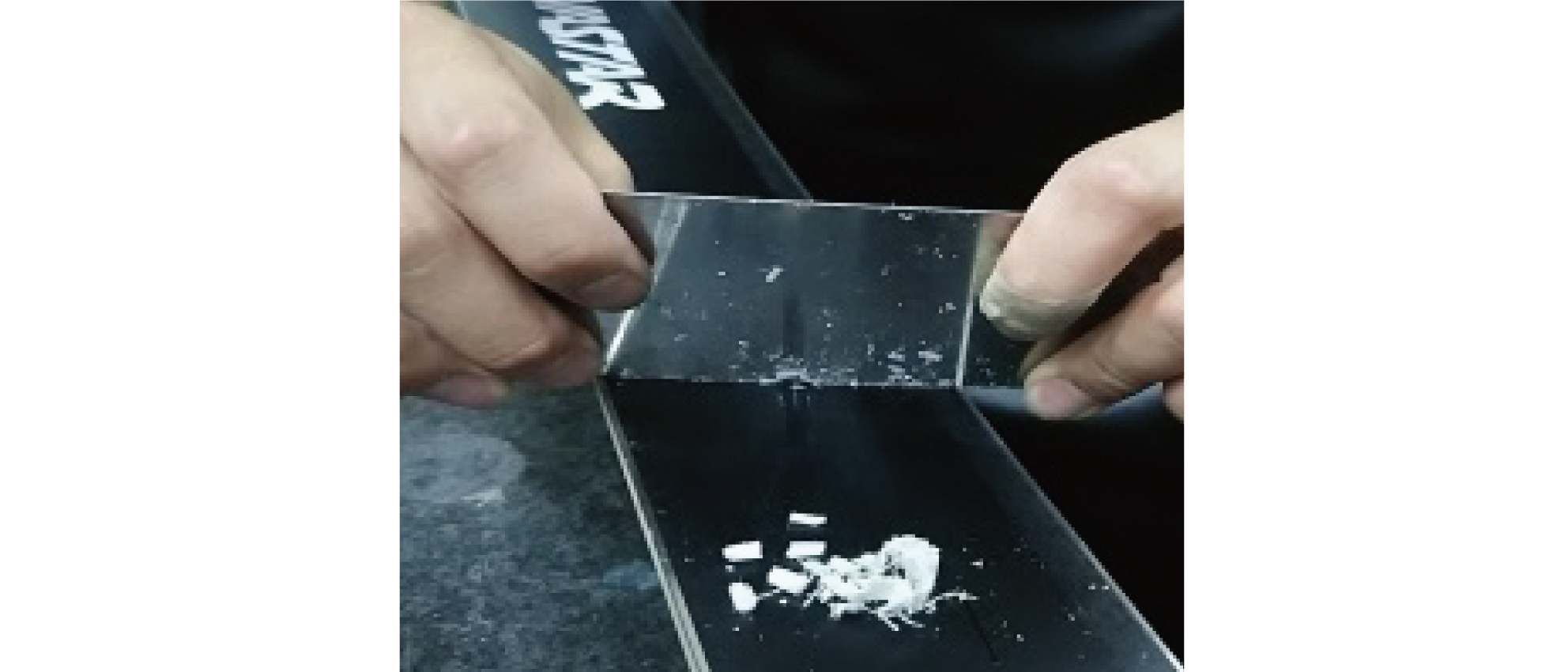 メタルスクレーパーで 不要な部分をはがします。 |
|
 完了です。 |
|
 |
|
| スキー板の滑走面はフラットが出ていないのが少なくありません。 滑走面の凹コンケーブや凸コンベックスの状態を大きなサンディングマシンでフラット加工していきます。 また、滑走面の小さなキズ、浅いキズはサンディングである程度消えます。 |
|
 サンディングマシンで滑走面を削ります。 |
|
 左:中央が低い状態の 「コンケーブ」 右:エッジサイドが低い状態の 「コンベックス」 |
|
 高低差がなくなりフラットになった状態 |
|
 |
|
| スキーを使用するとエッジの角は少しずつ丸くなっていき、使用によりサビも出てきます。 また、石やブッシュを踏むことで「焼き」(エッジが硬くなりすぎること)が入った状態になる事がありますが、新品のスキーでも実は工場出しの段階でもエッジにも焼きが入っている状態のものも多いようです。 専用のエッジ研磨マシンでエッジ全面を研磨(削り)します。 |
|
 ↑の機械でベース、サイドを研磨(削り)ます。 |
|
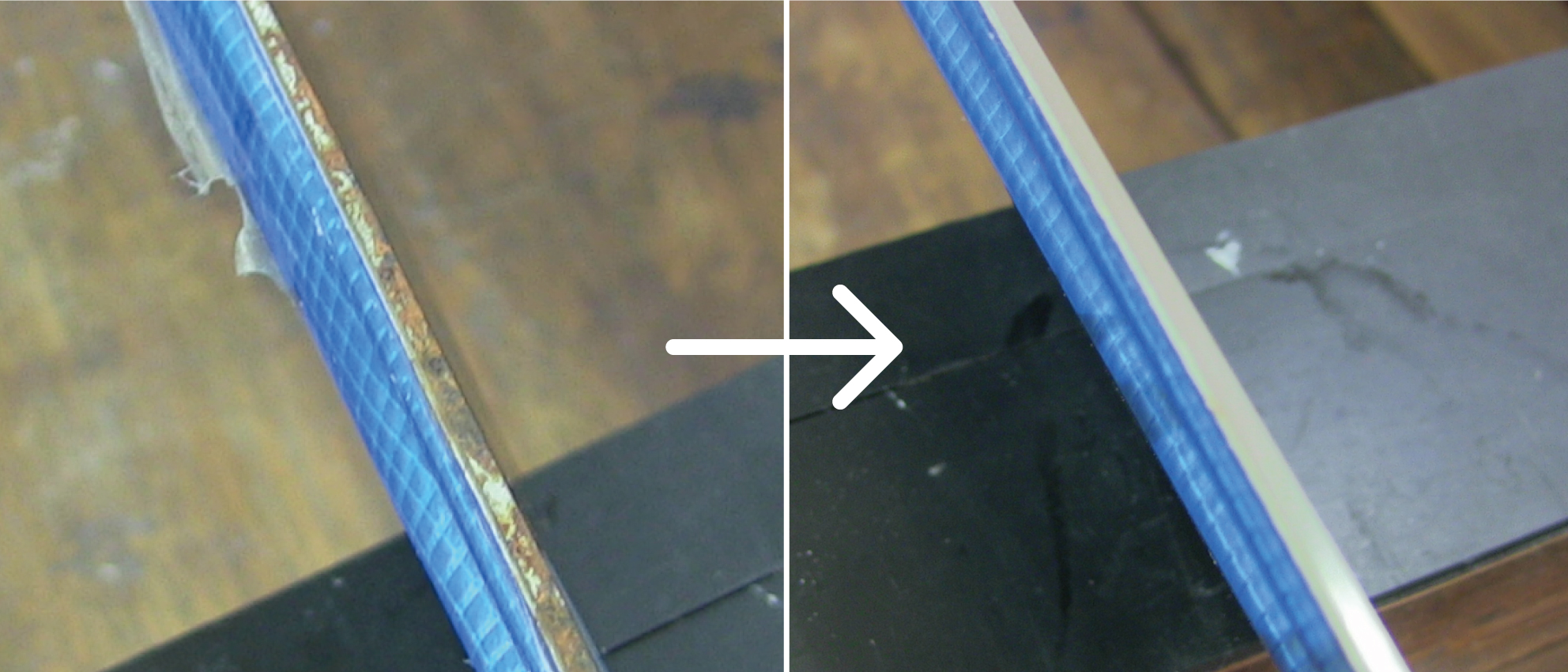 エッジを研磨する前と研磨後 左)エッジにサビ、焼きが入ってます。 焼きがある部分は固くなりすぎてファイル(鉄やすり)では削れません。 まずは焼きを取ることが先決です。 |
|
 エッジ研磨(ベース) 丸いベルトの横についてるシルバー部がガイドになります。(左上) ガイドでソール部分を削れにくくしていますが 両サイドに少し研磨痕がのこりますが 工程を経ていくと最終的には消えます。 |
|
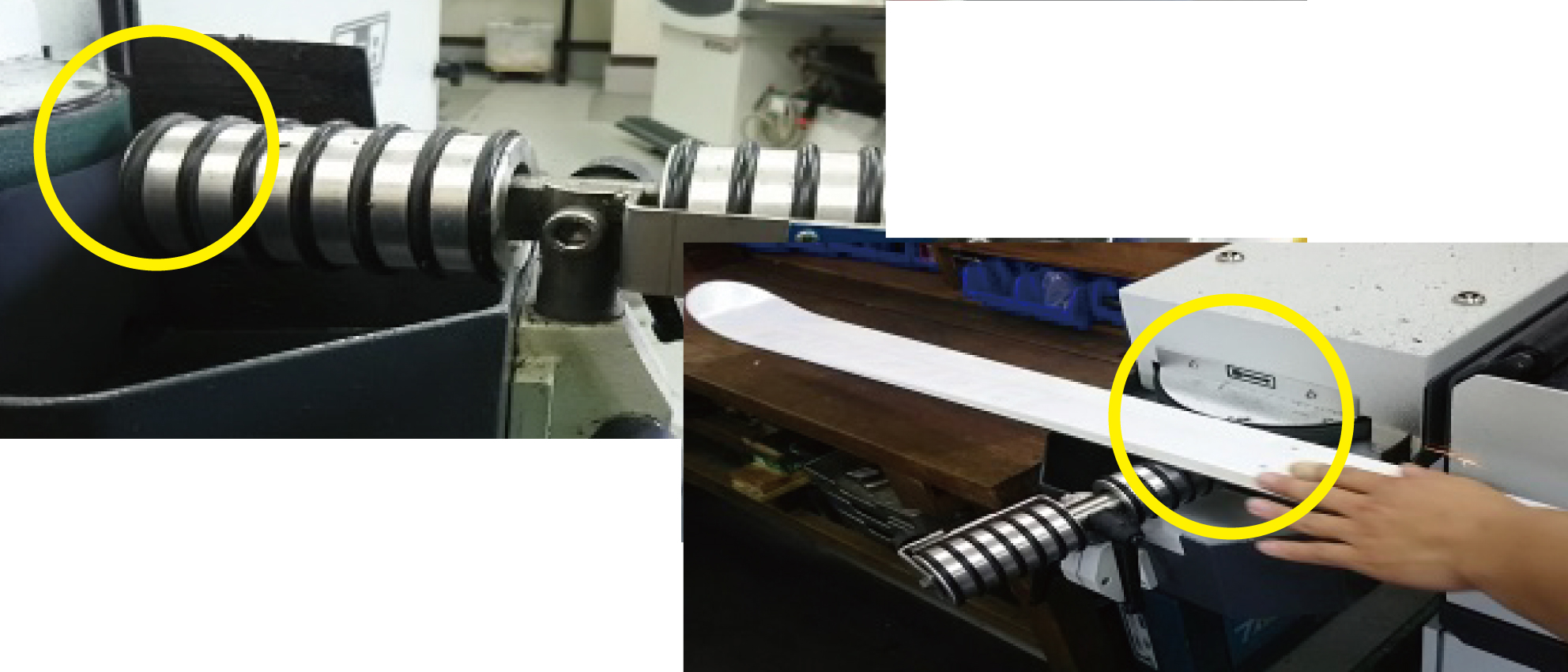 エッジ研磨(サイド) サンディングベルト(○部分)で削ります。 |
|
 |
|
| 機械仕上げした後 職人が手作業でより細かくエッジ研磨を行うことを手仕上げといいます。 ファイル(鉄ヤスリ)の番手を序々に細かくして行き仕上げていくので非常にエッジが滑らかでシャープになります。 同時にお客様の指定の角度指定がある場合、専用工具を使用して角度調整を行います。 |
|
 ベースエッジは ビベルガイドという専用道具とファイル(鉄ヤスリ)を使用して研磨していきます。 |
|
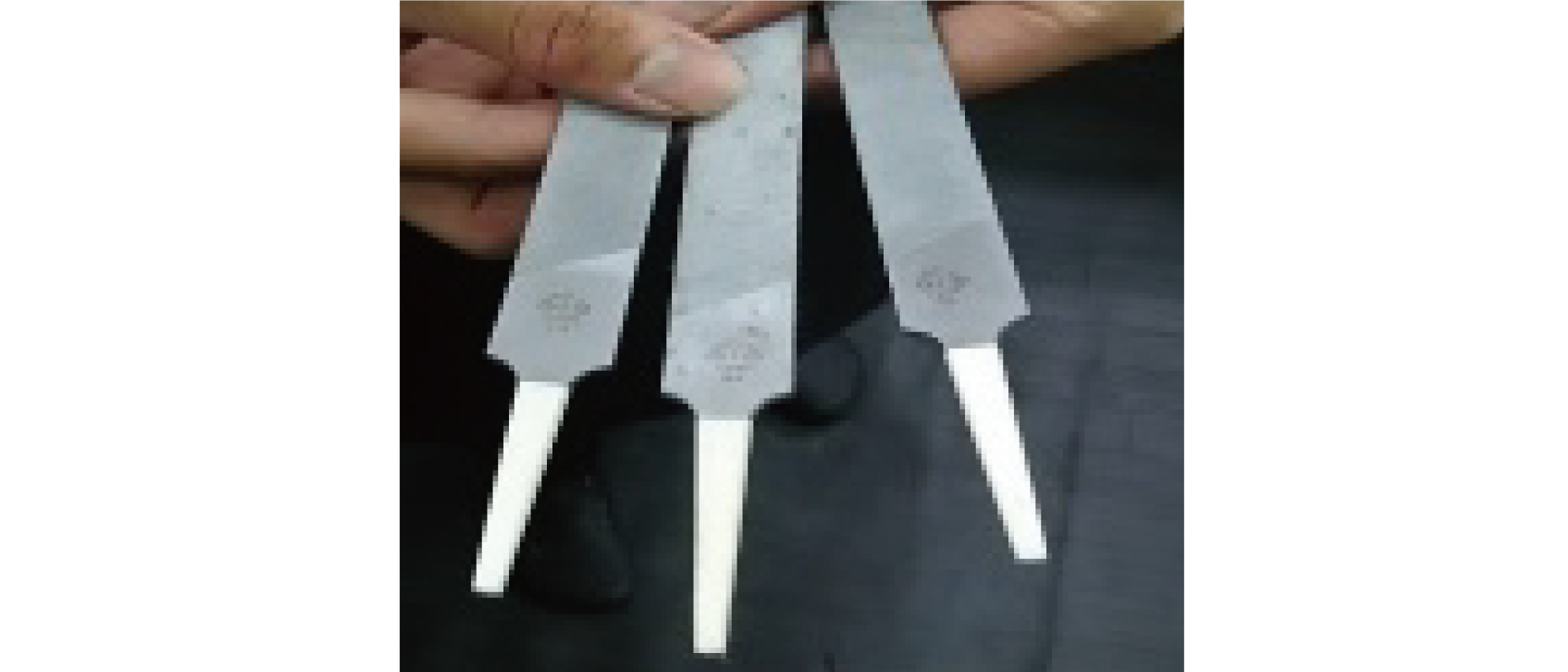 ファイルは 中目→細目→仕上げ目と 順に目を細かくしていきエッジの精度を上げていきます。 |
|
 仕上げにダイヤモンドファイルを使い更にエッジの精度を上げていきます。 ガイドは使わずしっかり面で当ててエッジを研ぎます。 |
|
 |
|
| ベースエッジの角度指定(0.5/0.7/1/1.5°) 一般的には1°が主流です。 0.5°になると「遊び」がなくなり操作が超敏感になり「レーサー」向きといえます。 1.5°になると「遊び」が多くなりズラしやすく、いい意味でマイルドにエッジングができるようになり、不整地をメインとする「基礎スキーヤー」向きといえます。 |
|
 |
|
| ベースエッジと同じくサイドも手仕上げをしていきます。 |
|
 サイドを研磨する際 ソール側に工具が当たる為 ソール側に保護テープを張ります。 |
|
 まずエッジの保護をしている ボーダー(写真:エッジと白いサイドウォールの間)を ボーダーカッターを使い削ります。 |
|
 ファイルとガイドをクランプ2つでしっかりとめてサイドエッジを削ります。 両手でしっかりと固定して削ります。 ベース面と同じくファイルは 中目→細目→仕上げ目と 順に目を細かくしていきエッジの精度を上げていきます。 ダイアモンド&プレミアムチューンは このあと「スノーグライド」(次項)で最終仕上げを行います。 |
|
 |
|
| 機械研磨、手仕上げの最終仕上げとして「スノーグライド」を当てます。 ダイヤモンドによる高速研磨でエッジ表面が鏡面のように仕上がり、よりエッジが鋭く、エッジ表面もなめらかになり手作業では行えない精度が出せます。磨き抜かれた日本刀のようなイメージでしょうか。 また手作業のファイルでの研磨より研磨量が少なくて済むためスキー(エッジ)が長持ちします アイスバーンの状況下で滑るレーサーにはオススメの工程です!ワールドカップレーサーの「テッド・リゲティ」や「リンゼイ・ポン」など多数の有名選手が使用しています |
|
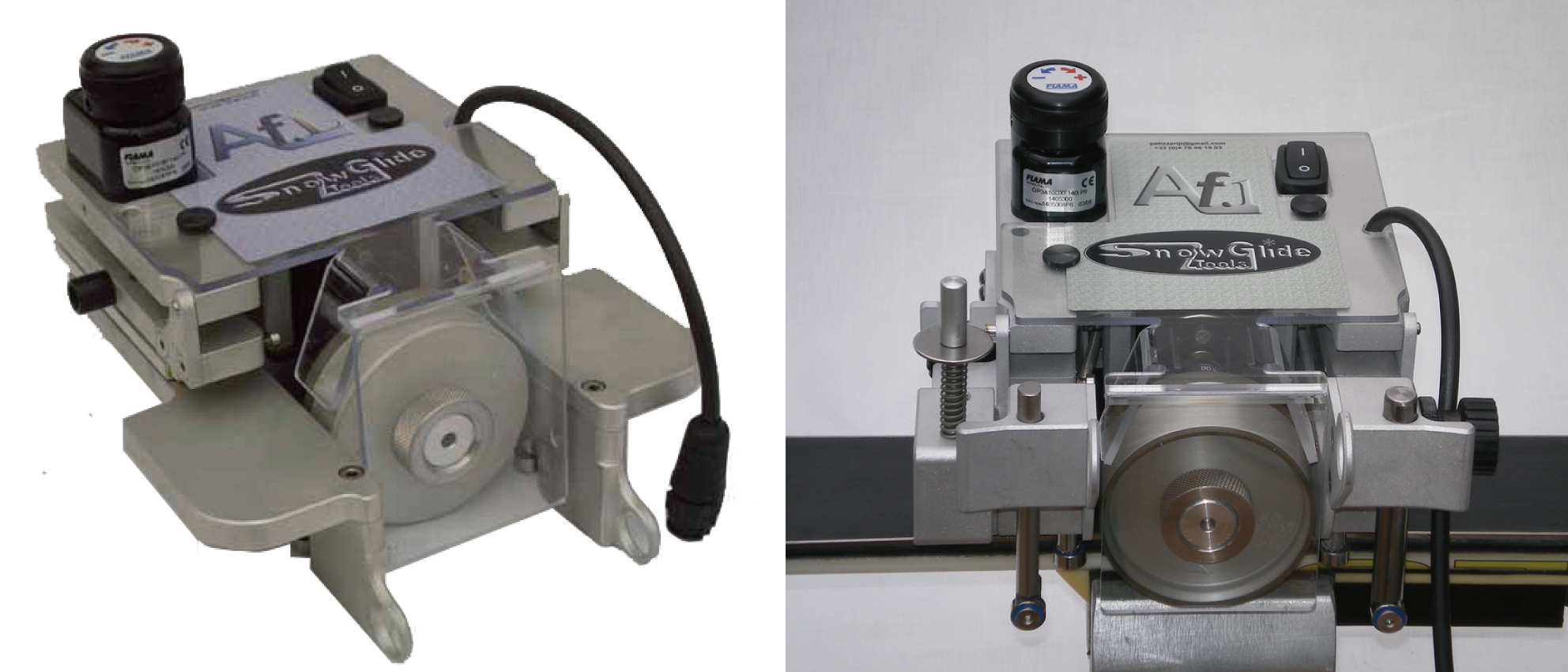 コチラがエッジ研磨マシン 「スノーグライド」 ディスク部分が回転しエッジを研磨していきます。 |
|
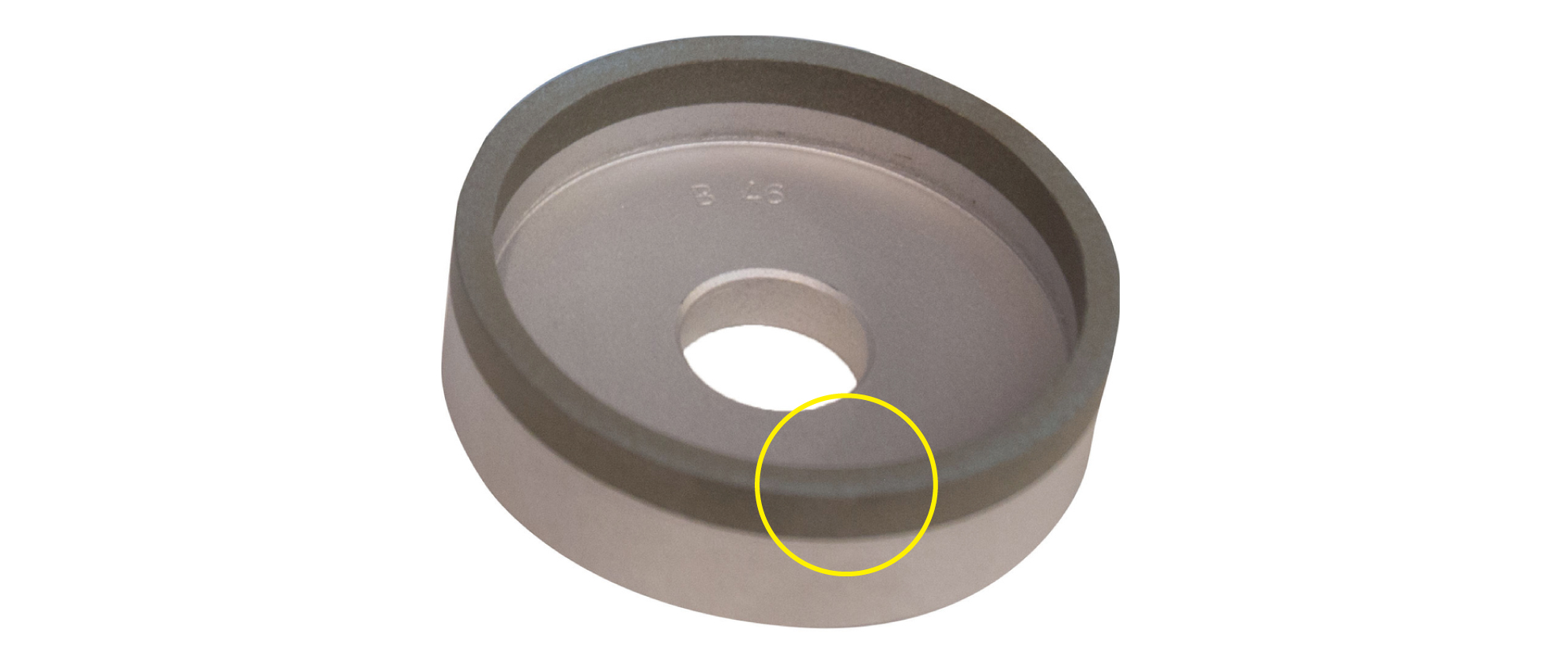 丸で囲った部分がダイヤモンドの砥石になっており このディスクが高速回転して研磨していきます。 |
|
 スイッチを入れ研磨していきます。 手は機械にそえてスキーに滑らせていく感じででも十分研磨できます |
|
 |
|
| サイドエッジの角度指定(89°/88°/87°/86°)、一般的には[「88°」が主流です。 ベースエッジの角度によって乗り味や用途が変わります。 |
| オールマイティ(一般的)仕様 | ベース1°+サイド88° =エッジ角度89° |
| 鋭角なのでエッジの切れ味も良くズラしもできてオールラウンドなセッテイング。 | |
| 上級デモ仕様 | ベース1°+サイド89° =エッジ角度90° |
| 直角なのでエッジングの切れ味もそこそこ、逆にズラしはしやすい面でスキーコントロールしたい上級デモスキーヤーセッテイング。 | |
| レース仕様 | ベース0.5°+サイド87° =エッジ角度87.5° |
| 超鋭角なのでエッジの切れ味は抜群。その代り全くズレないレーサー向きセッティング。 | |
 |
|
| フラット加工(サンディング)を施した状態のままでは滑走面は毛羽立った(ザラザラの)状態です。 次は細かな砥石のストーンマシンで滑走面をツルツルに仕上げます。 |
|
 サンディングマシンで滑走面を削ります。 |
|
 ピンク色のローラーがストーン(砥石)です。 |
|
 職人さんがストーンマシンに入れていきます。 |
|
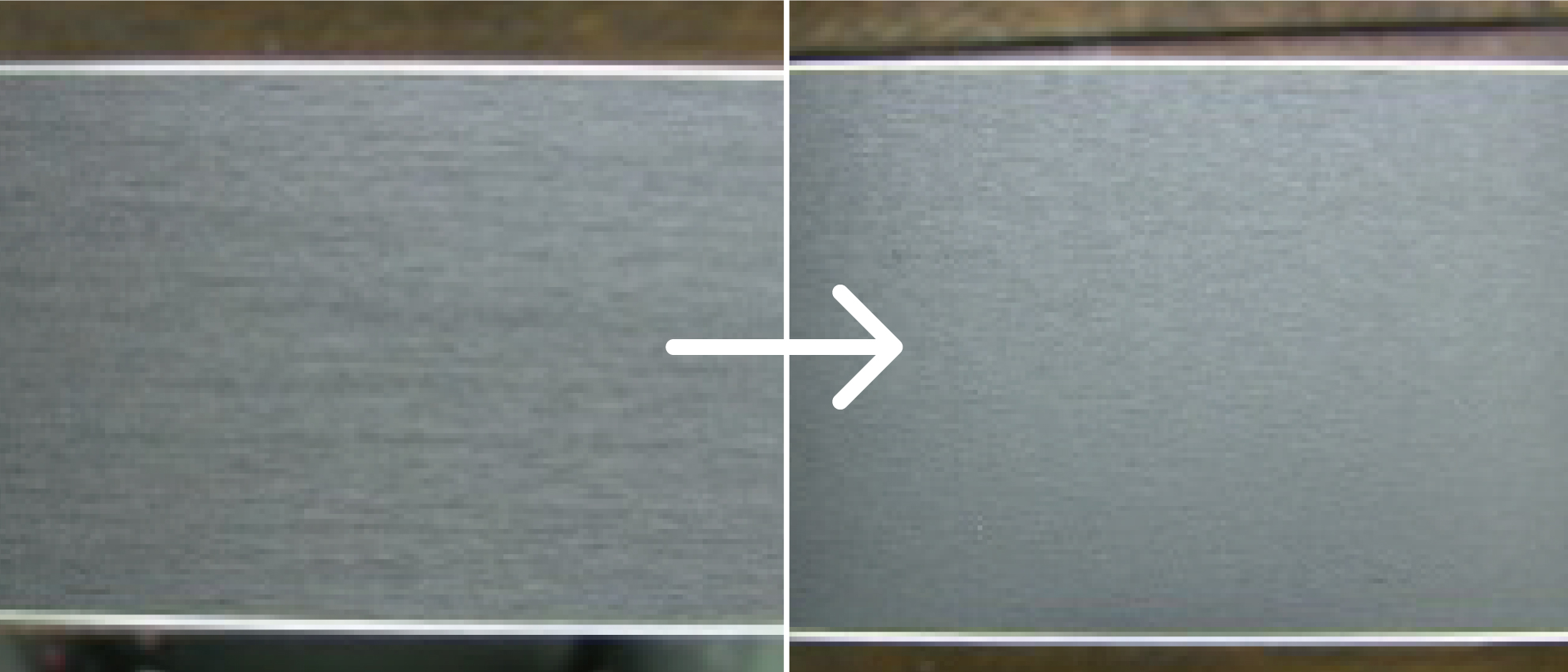 ザラザラ毛羽立った滑走面(左) ツルツルに仕上がった滑走面(右) |
|
 |
|
| 滑走面には細かい溝が入っています。 例えば車のタイヤの溝は雨の時にタイヤと路面の間にある雨水を溝に入れて外に出すことによってスリップしないようにすることが目的です。 滑走面の溝(ストラクチャー)も用途は一緒で雪面とスキー板の間にある水を外に出すことによって滑走性を良くするのが目的です。 よってストラクチャーにワックスやゴミが詰まったままでは効果が半減してしまいます。 |
|
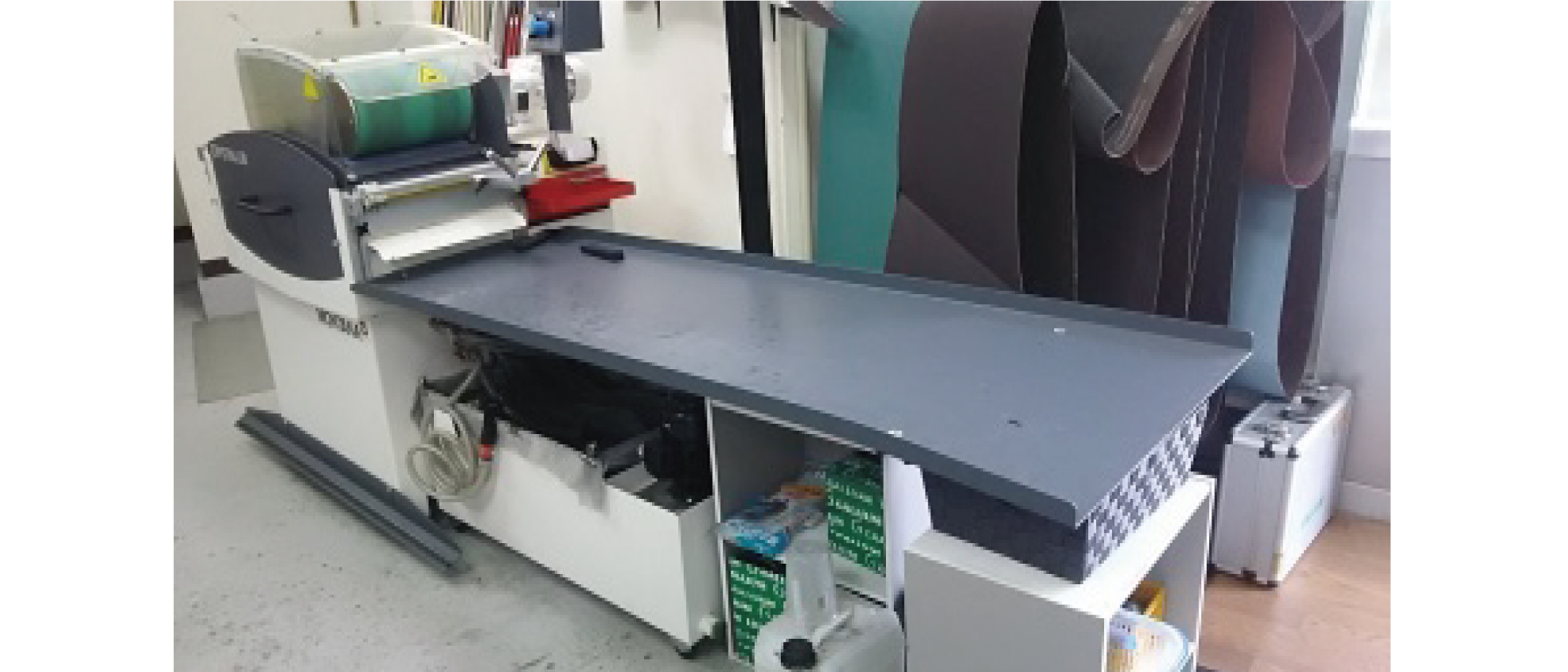 MONTANA社の 最新のストラクチャーマシーンを使用します。 |
|
 先端から通して行き 緑ローラーの下を通りすぎるとストラクチャーが入っていきます。 |
|
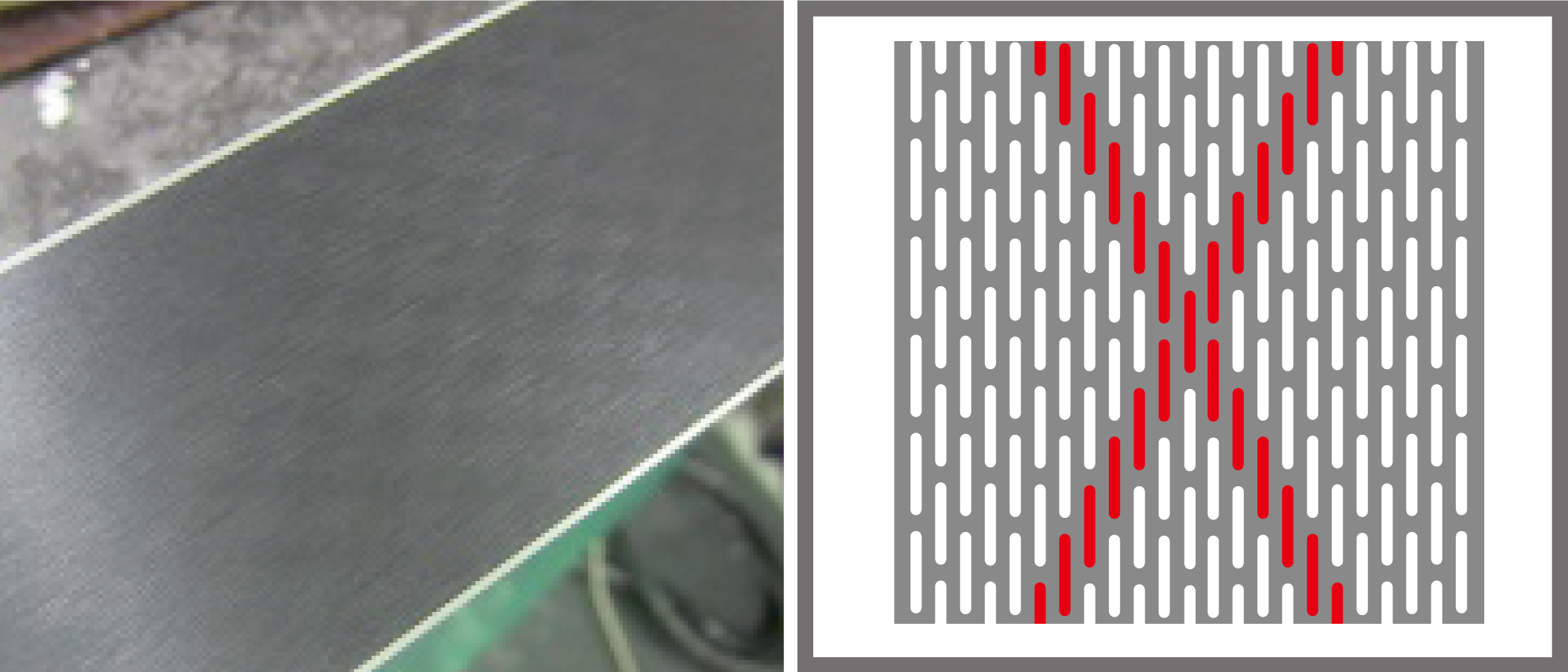
 しっかりストラクチャーが入りました。 |
|
 |
|
 |
|
| クロスの模様を2回かけたストラクチャーパターン。 初心者からレーシングまで対応幅の広い一般的な模様。 |
 |
|
| ストラクチャーが浅い | |
| 雪の結晶が小さくて細かいハイシーズンは浅い方が良く滑り、ズラしやすい。 一般の方やデモ向きです。 |
|
| ストラクチャーが深い | |
| 結晶が解けて固まったザラメ雪や水分をたくさん含んでるような3月頃は深い方が良く滑るといわれています。 滑走性重視のレース向きです。 |
 |
|
| スキーチューンナップを行った最終工程がベースワックスを塗ることです。 通常であれば滑走前にワックスをはがしますがシーズンオフの場合は滑走面保護の為にもワックスを塗ったままにしておきます。 滑走面はワックス塗らずそのままにしておくと表面がザラザラで白くなってしまいます。 |
|
 ホットワックス専用ローラーです。 ローラーの下のボックスの中には溶けて液体になったワックスが入っています。 |
|
 ローラーに滑走面を当てながら転がすと 均一にホットワックスが塗れます。 |
|
 |
|
| ベースワックスを塗ったあと行う工程がワックスフューチャーです。 「赤外線照射式自動ワックスマシン」80度以下の温度で滑走面に赤外線を照射し、板の内部から加熱させ、ワックスをより高く浸透させるマシンです。 1回の照射時間は7~8分で長時間高温にさらすことはなく、また圧力変動(高圧)を伴わないので、スキーに対するダメージもほとんどありません。 80度以下の赤外線でゆっくり均一に加工していきますので滑走面へのダメージもほどんどありません。 また、通常ワックスを何十回も塗ってはがしてようやく得られる浸透性がワックスフューチャー1回するだけで同じくらいの浸透性が得られるのが最大の特徴です。 |
|
 これがワックスフューチャーマシンです。 黒い部分が可動し赤外線を照射されます。 |
|
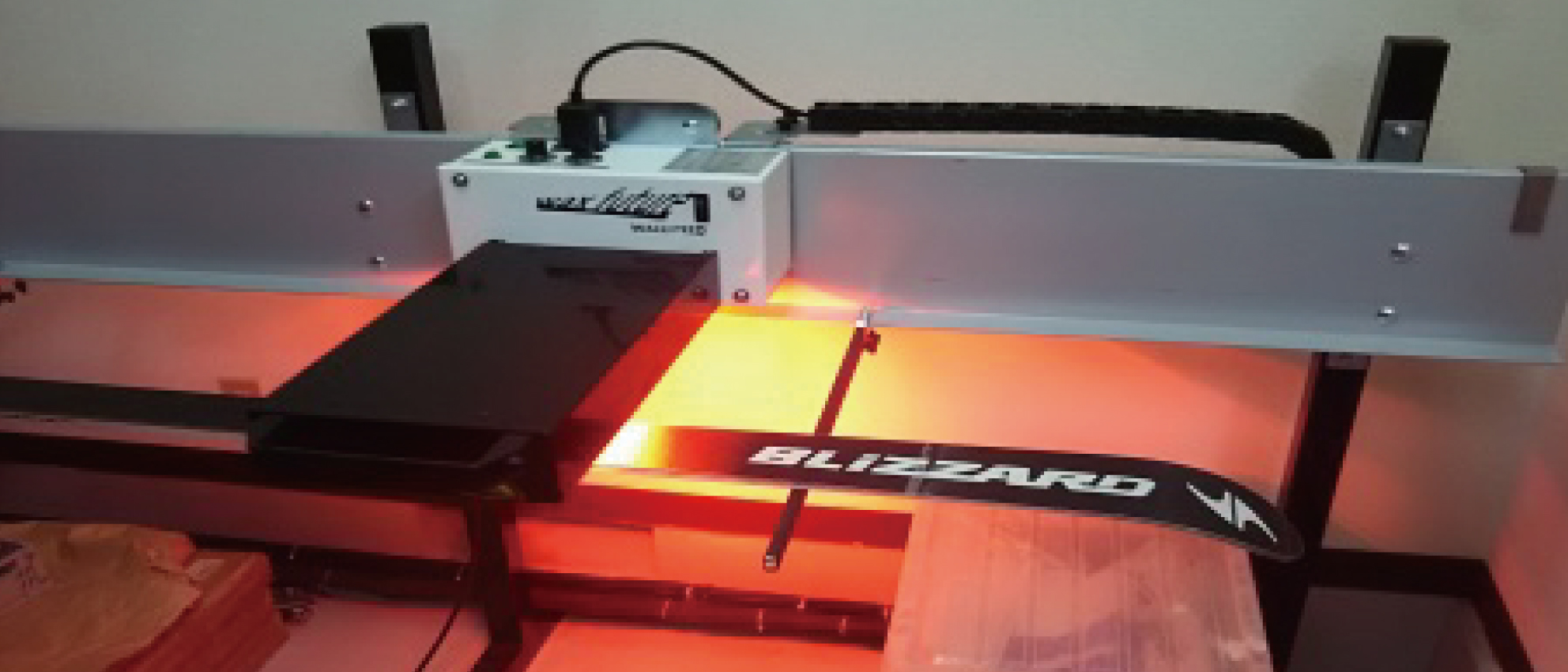 赤外線の熱を当てることによって徐々にワックスが滑走面に浸透していきます。 |
|
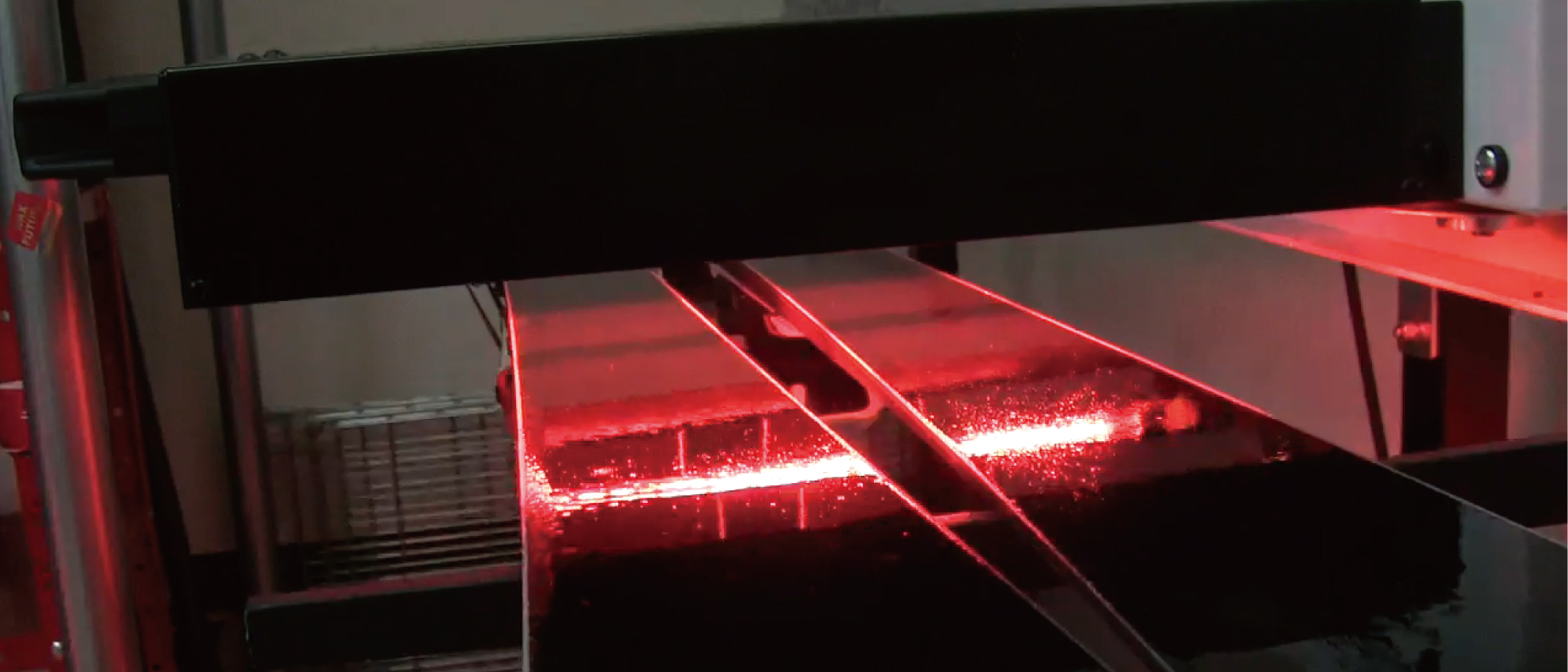 照射機が通りすぎたばかりの滑走面は 熱でワックスが溶けて濡れた感じになっています。 通り過ぎてしばらくたった滑走面は ワックスが固まって乾いた感じになっています。 |
|
 ワックスフューチャー完了の板です。 滑走面にワックスが しっ~~~~~~~かり 浸透しています。 |
|
| お客様のレベルにあったコースを ご用意しています |
||
 |
 |
 |
 |
||
 |
 |
|
| スキーに優しい ワックスマシーン |
||
 |
||

-

お悩み解決!
ブーツチューンナップ
多彩なコースをラインナップ!
スキーチューンナップ
-
タナベスポーツ公式チャンネル
公式チャンネル
タナベスポーツ公式
チャンネル
-

スキーに関するちょっとした
お役立ち情報
タナベスポーツ公式
フェイスブック
-

タナベスポーツ公式
LINE
タナベスポーツ公式
LINEスタンプvol.1
今更聞けない
あんなこと、こんなこと
よくあるご質問